


網(wǎng)站首頁 >> 輸送式退磁機
| 產(chǎn)品名稱 | 產(chǎn)品型號 | 產(chǎn)品規(guī)格 |
| 退磁機|消磁機|脫磁機|消磁機 | 輸送式退磁機 | 退磁機|消磁機|脫磁機|消磁機 |
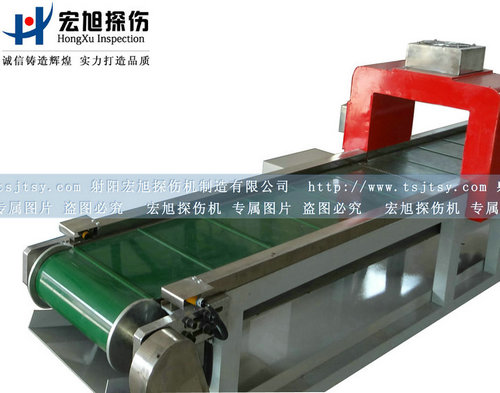
CT-400輸送式退磁機分為輸送式退磁機和小車式退磁機是工件經(jīng)過加工或磁粉探傷后,對工件剩磁進行退磁的專用設(shè)備,該設(shè)備采用遠離法進行退磁。實用于退磁要求較高,工件批量較大的用戶,設(shè)備具有操作簡單,使用范圍廣,工作效率高,安全可靠等特點。適用于對各種金屬材料(非磁性材料)進行大批量退磁,使原本帶有磁性的金屬材料失去磁性。具有效率高,退磁效果好,殘磁小等特點,廣泛應(yīng)用于機械制造、軸承生產(chǎn)、五金工具制品、模具制造等行業(yè)。
一.技術(shù)參數(shù):
1.1. 電源:三相380V±10% 50Hz;
1.2. 功率: 20Kw;
1.3. 線圈內(nèi)徑:約Ф400 mm×400mm;
1.4. 退磁效果:≤0.3mT;
1.5. 輸送方式:輸送帶式退磁:小車式退磁
1.6. 外型尺寸:約600×400×1200mm;
1.7. 總質(zhì)量:約200KG。
二.工作原理:
CT-400退磁機為輸送帶式,使用退磁機時將工件放置在輸送帶托盤上,當退磁線圈接通電源時,由電機和鏈條將帶動輸送帶上工件送入退磁器中并逐漸遠離,在線圈內(nèi)產(chǎn)生較強的軸向磁場,這種磁場隨距離改變而改變,從而達到了退磁的目的。
三.設(shè)備組成:
3.1、工件通過輸送帶送入退磁線圈,并遠離工件來退磁,可與探傷機組合形成探傷流水線。
3.2、退磁線圈是設(shè)備主要部件、工件在逐漸遠離線圈時將實現(xiàn)退磁目的。
3.3、控制電路由退磁開關(guān)、接觸器、電源指示等組成,控制整個退磁設(shè)備的工作。
四.退磁處理的重要性:
在經(jīng)過退磁處理后,工件完全不帶有磁性,不吸其他鐵磁物質(zhì),容易清洗干凈;降低殘余應(yīng)力,增加工件的壽命和表面效果經(jīng)磁處理過的工件,其耐磨性、耐用度和抗疲勞性能都得到明顯提高。
退磁處理技術(shù)是一項新型的非熱處理型金屬材料性能處理技術(shù),它利用磁脈沖處理工藝降低鋼鐵工件內(nèi)部殘余應(yīng)力、改變其位錯結(jié)構(gòu)及缺陷構(gòu)造,提高了工件整體綜合機械性能。脫磁處理技術(shù)集電子學、鐵磁學、金屬材料學等于一身,科技含量較高。
退磁機一般用于永磁材料(ALNICO,鐵氧體)及低矯頑力材料(五金件,模具鋼等)的退磁。
市面上的退磁機、消磁機,型號、規(guī)格多種多樣,退磁的對象,效果有所不同。
五.退磁機的退磁原理:
退磁是將工件置于交變磁場中,產(chǎn)生磁滯回線,當交變磁場的幅值逐漸遞減時,磁滯回線的軌跡也越來越小,當磁場強度降為零時,使工件中殘留的剩磁Br接近于零。退磁時電流與磁場的方向和大小的變化必須“換向衰減同時進行”。
1.退磁方法和退磁設(shè)備:
1.交流退磁:
A 交流電退磁通過法
對于中小型工件批量退磁,最好把工件放在裝有軌道和拖板的退磁機上退磁,退磁時,將工件放在拖板上置于線圈前30cm處,線圈通電時,將工件沿著軌道緩慢地從線圈中通過并遠離線圈至少1m以外斷電。對于不能放在退磁機上退磁的重型或大型工件,也可以將線圈套在工件上,通電時緩慢地將線圈通過并遠離工件,至少1m以外處斷電。
B 衰減法
由于交流電的方向不斷的換向,故可用自動衰減退磁機或調(diào)壓器逐漸降低電流為零進行退磁,如將工件放在線圈內(nèi)、夾在探傷機的兩磁化夾頭之間、或用支桿觸頭接觸工件后將電流遞減到零進行退磁
對于大型承壓設(shè)備的焊縫,也可用交流電磁軛退磁機。將電磁軛兩極跨接在焊縫兩側(cè),接通電源,讓電磁軛沿焊縫緩慢移動,當遠離焊縫1m以外再斷電,進行退磁。
2.直流電退磁
直流電磁化過的工件用直流電退磁,可采用直流換向衰減或超低頻電流自動退磁。
A 直流換向衰減退磁
通過不斷改變直流電(包括三相全波整流電)的方向,同時使通過工件的電流遞減到零進行退磁。電流衰減的次數(shù)應(yīng)盡可能多(一般要求30次以上),每次衰減的電流幅度應(yīng)盡可能小,如果衰減的幅度太大,則達不到退磁目的。
B 超低頻電流自動退磁
超低頻通常指頻率為0.5~10Hz,可用于對三相全波整流電磁化的工件進行退磁。
3.加熱工件退磁
通過加熱提高工件溫度至居里點以上,是最有效的退磁方法,但這種方法不經(jīng)濟,也不實用。