


網站首頁 >> 機車零部件磁粉探傷機
| 產品名稱 | 產品型號 | 產品規格 |
| CJW-6000曲軸磁粉探傷機 | 曲軸熒光磁粉探傷機 | 熒光磁粉探傷機 |
1、設備名稱、型號
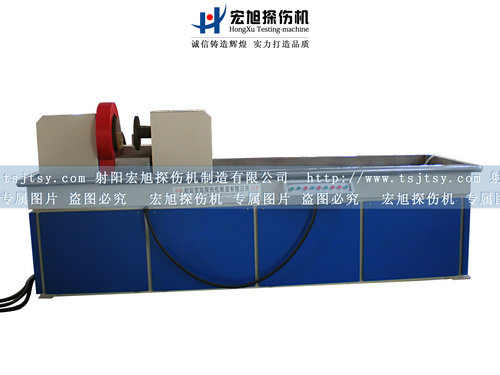
CJW-6000微機控制曲軸熒光磁粉探傷機
2、設備概述
該曲軸熒光磁粉探傷機為微機控制半自動濕法熒光磁粉探傷機設備。它以小型工業可編程序控制器(PLC)為核心對系統的機械程序動作,如夾緊、雙線圈進退、噴灑磁懸液、磁化、轉動觀察、松夾等進行程序控制,能按規定程序完成除上下料和人工觀察缺陷以外的全部探傷過程,既可自動操作,又可手動單步操作。
磁化電源主電路采用目前通用的可控硅無級調壓電路,用隔離主變壓器以低電壓大電流輸出,對工件進行周、縱向(雙線圈)交流復合磁化,從而一次性磁化探傷可檢查出工件表面和近表面因鍛壓、淬火、研磨、疲勞而引起的裂痕及夾渣等細微缺陷。
磁化電源控制電路采用目前先進的集成電路技術,利用改變可控硅導通角來調整主電路輸出電流的大小,磁化電流連續可調,具有斷電相位控制功能,既可用于連續法探傷,又可用于單方向磁化時的剩磁法探傷,其剩磁穩定度好。該機周向磁化采用通電法,縱向磁化采用雙線圈法(磁化原理如圖)。雙線圈退進法縱向磁化方法,保證了縱向磁場均勻覆蓋工件表面。其電極的夾緊和兩線圈的相向平移均采用氣缸驅動,并配有紫外燈,紫外線能均勻照射工件表面。該設備適用于機械、汽車、航空、內燃機、鐵道等行業對各種批量中小型軸類鐵磁性零件的熒光磁粉探傷。
3、結構形式
該曲軸熒光磁粉探傷機為機電分體式結構。主要由電源控制柜、磁化裝置、磁懸液噴灑和回收系統以及紫外燈等組成。
電源控制柜內設有PLC中央控制系統、控制元件、交流磁化控制系統、電流檢測及指示系統等。
磁化裝置主要由周向磁化電極、雙縱向磁化線圈、隔離輸出變壓器、氣動元件、工件旋轉觀察系統、磁懸液攪拌噴灑及回收系統、紫外線燈等幾部份組成。被探工件的夾緊和兩線圈相向運動都是通過氣缸驅動來實現的,線圈移動的目的主要是能使縱向磁場均勻覆蓋工件表面和方便工件的上下料。磁化電源的隔離輸出變壓器和電極、線圈的連接導體均采用紫銅排及軟電纜連接而成。主變壓器鐵芯采用冷軋高矽矽鋼片制作,所有電氣元件均經過嚴格老化篩選,確保質量。
磁懸液攪拌噴灑及回收系統由儲液箱、攪拌器、集液槽、抽液泵、輸液管、噴液器組成。其中儲液箱為獨立整體,蓋上裝有抽液泵,進行攪拌和抽液,置于機床底部。為了使磁懸液不產生吸附沉淀。儲液箱與集液盤均采用不銹鋼制造。
該熒光磁粉探傷機檢測位置的上方400mm處配兩套紫外燈,紫外燈可在工件上方左右移動,以方便缺陷的觀察。紫外燈采用臂式懸掛,移開后不影響工件的上下料。
4、特點
4.1、該設備的機械動作采用PLC控制,既可實現手動操作(單步操作)又可實現自動控制,提高了工作效率;
4.2、磁化電源主電路,采用可控硅無節調壓,工作噪音小,輸出功率大,重復使用率高,低壓大電流輸出,安全可靠;
4.3、機內裝有集成邏輯電路控制的自動衰減式退磁裝置,退磁電流連續可調,退磁方便,效果好;
4.4、磁化和退磁一機兩用,退磁時的退磁電流比相應的磁化電流提高約10%,保證了退磁效果;
4.5、周、縱向磁化電流均能分別連續可調;
4.6、帶斷電相位控制功能,既可用連續法探傷,又可用剩磁法探傷,剩磁穩定度好;
4.7、雙線圈退進法縱向磁化方法,保證了縱向磁場均勻覆蓋工件表面;
4.8、夾緊裝置、磁化線圈移動采用氣動夾緊,噪聲小,速度均勻;
4.9、熒光磁粉探傷機的儲液箱和儲液槽均采用不銹鋼材料制造,既適用于油劑磁懸液,又適用于水劑磁懸液。磁粉攪拌均勻,無沉淀死角。噴液器采用插入式噴桿,噴液均勻,且根據工件的長短更換方便,并配有手動噴頭。
5、主要技術參數
5.1、周向磁化電流:AC 0-6000A (有效值) 連續可調,帶斷電相位控制功能;
5.2、縱向磁化磁勢:AC 0-24000AT(有效值、雙線圈)連續可調,帶斷電相位控制功能;
5.3、自動退磁電流:AC 12000-0 AT 連續可調,自動衰減;
5.4、退磁效果: 工件退磁后的剩磁≤0.2mT;
5.5、電極間距:50-1300mm連續可調;
5.6、磁化線圈內徑: Φ400mm(可根據用戶要求設計);
5.7、夾緊方式:氣動夾緊 氣源壓力≥0.4Mpa (5 m3/h氣源用戶自備);
5.8、夾緊行程: 50mm;
5.9、磁化方式: 周向、縱向磁化和復合磁化;
5.10、操作方式: 自動操作和手動單步操作;
5.11、紫外線強度: 距紫外燈表面380mm處不小于2000μW/cm2;
5.14、靈敏度: A型15/50試片清晰顯示;
5.15、探傷速率:60S/件(包括觀察時間)
5.16、電源:三相五線,AC 380V ±10%,50Hz ±2%,約150A
6、工藝流程
連續法探傷工藝流程
上料-夾緊、雙線圈平移-噴灑磁懸液、磁化-磁化-旋轉觀察-退磁-松開-下料
7、設備使用環境
1、溫度 :1℃ ~ + 40℃;
2、相對濕度:不大于 85 %;
3、設備安裝放置在平整的水泥地面即可,無需與地面固定。
8、質量保證
8.1.設備預驗收
8.1.1預驗收是指熒光磁粉探傷機設備制造完畢后,出廠前的驗收。設備發貨前10-15天通知需方派員按預定日期到達供方進行設備預驗收。驗收標準按《JB/T8290-1998》標準和雙方簽定訂的技術協議進行。驗收結束,雙方簽訂驗收紀要后發貨。
8.1.2設備預驗收期間,若發現有雙方簽訂的技術協議以外的問題,在返工量不大的情況下,供方在發貨前可以給予解決。
8.2.安裝調試
8.2.1安裝調試是指設備到達需方后,在操作現場的安裝與調試。設備到達需方后,供方安裝調試人員即到需方進行安裝調試,調試結束進行終驗收,其驗收標準按第8條第8.1.1款要求進行。若驗收結果仍存在問題,供方可在不影響需方生產的前提下5天內給予解決。
8.2.2安裝調試結束后以雙方簽署的“終驗收報告”之日起算保修期。
8.3.質量保證和售后服務
8.3.1設備為全新設備,所有原器件及原材料的購進,都是通過嚴格篩選和認證,保證是正規廠家生產。
8.3.2所有自制件均采用合格材料,嚴格按設計工藝要求制造。
8.3.3質量保證期:設備自雙方簽署合格的需方“終驗收報告”之日起,保修12個月,并終身服務。
8.3.4保證期內出現設備本身質量問題,需方立即通知供方,供方在48小時內到達需方,免費修理。保證期限外出現質量問題,同樣在48小時到達需方(有償修理),均在3天內完成修復。
9.人員培訓
供方可免費為需方培訓與使用曲軸磁粉探傷機的有關人員,培訓地點在供方或需方,直至學會為止。但供方無權發證,如需上崗證,必須通過國家或部、省、行業舉辦的無損檢測培訓班,獲取二級資格證方可上崗。